|
RETURN |
|
RETURN |
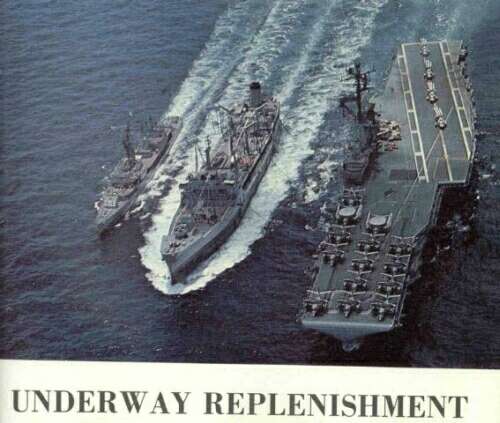
While steaming in “Yankee Station” in the Gulf of Tonkin in 1968, almost every other day we would conduct an underway replenishment operation for food, fuel and ammo.
A “special sea detail” would be set and supposedly the best sailor of each rate was assigned to the various watches and duties. In addition, in engineering, a chief petty officer or division officer was also assigned to be on hand in the Main Engine Room, to monitor operations. This officer of the watch would usually stand directly behind the throttle man for the # 1 engine.
This story is about the unfortunate snipe, who on this fateful day, was assigned the special sea detail job of operating the throttles on #1 Main Engine, one of two in the forward engine room and one of four engines propelling the ship. The routine for underway replenishment was always the same. The supply ship would steam a steady course at 12 knots (for us this equated, I recall, to 88 propeller shaft revolutions per minute). The Bennington would approach the supply ship from behind at a somewhat faster speed so as to overtake it. At the appropriate time, an order would come from the Bridge, via the engine telegraph, to use the astern engines to reverse the propeller rotation, slowing the Bennington’s speed down to that of the supply ship’s 12 knot speed.
 An
aircraft carrier is about the largest and heaviest ship around, and at 27,000
tons, much bigger than any supply ship.
To fully appreciate the delicate nature of this maneuver, you must
visualize this huge carrier rapidly closing on the smaller ship. As if by magic the carrier just misses
ramming the back of the supply ship, and instead the carrier slows down to 12
knots and remains along side, less than a hundred feet away from the side of the
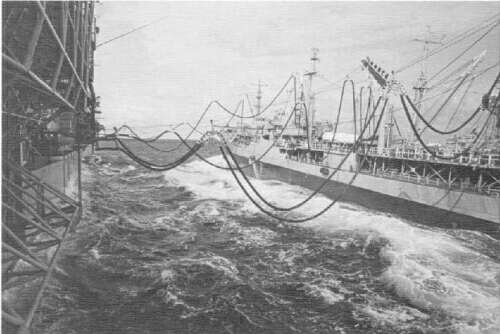
supply ship. There the ships would
remain for what might be hours, to toss lines across and transfer large pallets
hanging from trolleys in slings. At
the same time, heavy hoses would be connected between the ships to transfer
aviation fuel and fuel oil. Often
personnel were transferred via a boatswain’s chair swinging across a line
between the ships.
An
aircraft carrier is about the largest and heaviest ship around, and at 27,000
tons, much bigger than any supply ship.
To fully appreciate the delicate nature of this maneuver, you must
visualize this huge carrier rapidly closing on the smaller ship. As if by magic the carrier just misses
ramming the back of the supply ship, and instead the carrier slows down to 12
knots and remains along side, less than a hundred feet away from the side of the
supply ship. There the ships would
remain for what might be hours, to toss lines across and transfer large pallets
hanging from trolleys in slings. At
the same time, heavy hoses would be connected between the ships to transfer
aviation fuel and fuel oil. Often
personnel were transferred via a boatswain’s chair swinging across a line
between the ships.
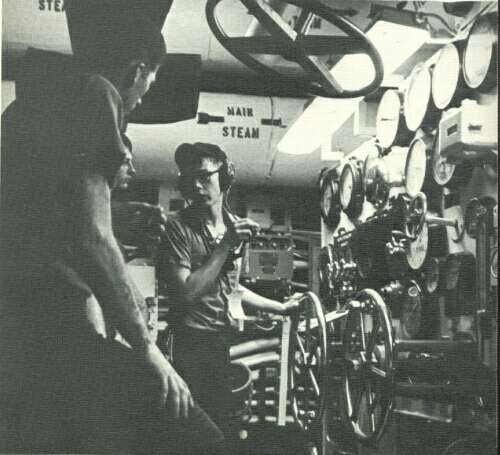
Now a little about the operation of the main steam turbine driven engines. There were, as I recall, eight huge boilers serving the 4 main engines. The boilers were operated at a normal steam pressure of 600 lbs. per square inch to maintain a safe operating pressure during different load demands such as during underway replenishment, large burner nozzles were activated on the face of the boiler by sailors (BT’s) who monitored the boiler’s main steam pressure gage.
As the pressure exceeded 600 lbs, burner nozzles were removed and as pressure dropped below 600 lbs nozzles were added. In the engine room each throttle gage board had a large main steam pressure gage for the boilers that supplied it. One of the responsibilities of the throttle operator was to insure that when orders were received to change speed quickly, the throttle man would only open or close the main throttle valves in a way that would not “suck” the boiler under 580 lbs or “lift safety’s” at 610 lbs.
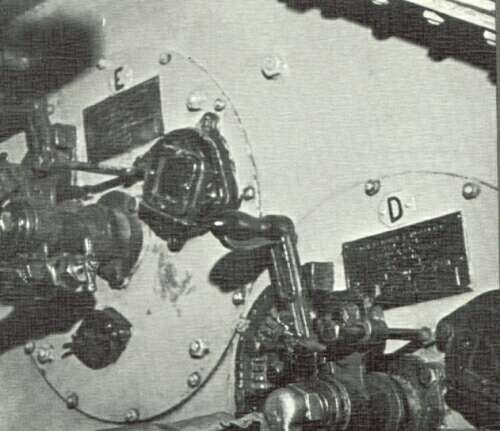
 Each
engine throttle station had one large chrome throttle valve for the “ahead”
turbine and a different valve for the “astern” turbine. These valves took quite
a few revolutions to fully close and open, and were each equipped with
“spinners” like a “54 Chevy. One
valve needed to be completely closed before opening the other. It was very easy, by the speed at
which these valves were opened and closed, to influence the boiler output
pressure.
Each
engine throttle station had one large chrome throttle valve for the “ahead”
turbine and a different valve for the “astern” turbine. These valves took quite
a few revolutions to fully close and open, and were each equipped with
“spinners” like a “54 Chevy. One
valve needed to be completely closed before opening the other. It was very easy, by the speed at
which these valves were opened and closed, to influence the boiler output
pressure.
Right above these valves on the control board were many large and small gages monitoring the operation of the engine, including a revolutions counter and separate inlet pressure gages for the ahead and astern turbines, and a direction and speed “telegraph” controlled by the Bridge.
When maneuvering with the engines, there would be a time delay of what seemed like 30 seconds or more, from changing the throttle valve position to a change in rpms. Because of this delay, experienced operators would go by the pressure registered on the turbine inlet pressure gage, knowing from experience how much inlet pressure was required for the desired rpms.
 During
underway replenishment, the usual sequence was to approach the supply ship from
behind, steaming ahead at about 20 knots, maybe 120 rpm and 250 lbs. steam on
the turbine inlet gage, while the boiler output was a steady 600 lbs. The boiler operators would be
standing by and we would hear the phone operator on the bridge describing our
approach to the supply ship.
When our bow was even with the fantail of the supply ship we would get an
order for full astern. The
telegraph would ring and the indicator would point to point to full astern. The boiler operators would kick in all
available burners, and the throttle man would quickly spin the ahead valve shut
then slowly open the astern valve while being careful not to draw the boiler
output pressure below 580 lbs.
Steam could be heard entering the turbine and the rpm indicator would
quickly drop to zero then climb back up indicating reverse operations. The inlet pressure gage on the ahead
turbine would have quickly dropped to zero and the entire ship would shudder
from its attempt to slow down.
During
underway replenishment, the usual sequence was to approach the supply ship from
behind, steaming ahead at about 20 knots, maybe 120 rpm and 250 lbs. steam on
the turbine inlet gage, while the boiler output was a steady 600 lbs. The boiler operators would be
standing by and we would hear the phone operator on the bridge describing our
approach to the supply ship.
When our bow was even with the fantail of the supply ship we would get an
order for full astern. The
telegraph would ring and the indicator would point to point to full astern. The boiler operators would kick in all
available burners, and the throttle man would quickly spin the ahead valve shut
then slowly open the astern valve while being careful not to draw the boiler
output pressure below 580 lbs.
Steam could be heard entering the turbine and the rpm indicator would
quickly drop to zero then climb back up indicating reverse operations. The inlet pressure gage on the ahead
turbine would have quickly dropped to zero and the entire ship would shudder
from its attempt to slow down.
 At
this point the boilers are producing maximum steam volume using all
burners. The astern valve is held
open (for a total of 10-15 seconds?) until the order is received from the
bridge, via the telegraph indicator, for ahead 1/3, 12 knots, 88 rpm. When this order is received the astern
valve is quickly closed and the ahead valve is reopened to a point of
approximately 150 lbs on the turbine inlet gage. All this time the boiler tenders are
quickly removing burners to maintain the reduced steam output necessary for
ahead 1/3. Everybody watches
the main boiler gages and the throttle man also watches his turbine input
pressure gages. On a good day, all
four main engines, and all eight boilers, would execute this drill in perfect
unison, even though they were physically separated from each other, connected
only by the sound powered phones and the steam piping.
At
this point the boilers are producing maximum steam volume using all
burners. The astern valve is held
open (for a total of 10-15 seconds?) until the order is received from the
bridge, via the telegraph indicator, for ahead 1/3, 12 knots, 88 rpm. When this order is received the astern
valve is quickly closed and the ahead valve is reopened to a point of
approximately 150 lbs on the turbine inlet gage. All this time the boiler tenders are
quickly removing burners to maintain the reduced steam output necessary for
ahead 1/3. Everybody watches
the main boiler gages and the throttle man also watches his turbine input
pressure gages. On a good day, all
four main engines, and all eight boilers, would execute this drill in perfect
unison, even though they were physically separated from each other, connected
only by the sound powered phones and the steam piping.
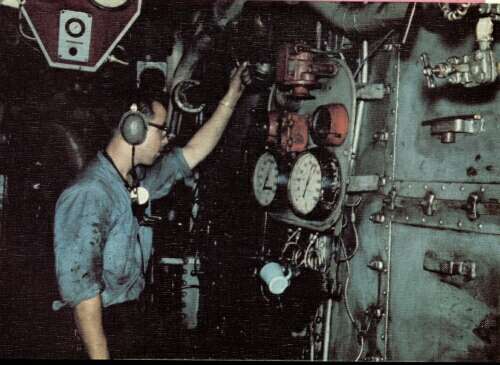
On this particularly fateful day, the ship was once again at special sea detail for underway replenishment, and this poor sailor was at the starboard Main Engine #1. The operation started out in a routine manner, but when we were along side and the order was given to close the astern valve and resume 88 rpms ahead, something went wrong. As the throttle man opened the ahead turbine throttle valve and watched the inlet pressure gage it did not respond. The pointer stayed at the stop pin at zero and did not indicate any steam entering the ahead turbine. The throttle man continued to open the ahead valve, waiting for an indication of steam pressure in the turbine, when the rpm indicator for the engine, that had dropped to zero when the propeller slowed down its reverse spinning, “jumped” to 120 rpm ahead, not the 88 that had been ordered by the Bridge. The engineering officer on duty, realizing something was wrong, reached around the throttle man and popped the glass from the inlet gage. It had remained on zero because the needle had dropped behind the pin. When the officer freed the needle from behind the stop pin, the gage jumped to 200 lbs, way too much steam for 88 rpm.
The throttle man immediately closed down the ahead throttle valve, but by then it was too late. The Bennington had approached the supply ship normally, but because of the gage malfunction, (and one engine spinning at 120 rpms) had lunged ahead, rather than coming along side. Fortunately there was no damage done and the Bennington was able to steam around for a second, successful attempt at coming along side.
Murphy’s Law proved again that day, that no matter how often you train and run maneuvers, if something can go wrong it will, and at the most inopportune time.

|
RETURN |